
Hvad du vil vide, er ikke formfremstillingsprocessen, men sprøjtestøbningsproduktproduktionsprocessen?
Klik venligst:https://www.plasticmetalmold.com/professional-injection-moulding-services/
Vælg den passende sprøjtestøbemaskine i henhold til formens egenskaber, juster sprøjtestøbemaskinens proces i henhold til plastmaterialet, og lav endelig de bedste og mest egnede plastprodukter.
Valg af plastmateriale
1.ABS acrylonitril-butadien-styren-copolymer-Brugerdefinerede ABS-dele
Typisk anvendelsesområde:
Biler (dashboards, værktøjsluger, hjulkapsler, spejlkasser osv.), køleskabe, kraftigt værktøj (hårtørrere, blendere, foodprocessorer, plæneklippere osv.), telefonkabinetter, skrivemaskinetastaturer, fritidskøretøjer såsom golf vogne og jetski.
2.PA6 polyamid 6 eller nylon 6-BrugerdefineredePA6Dele
Typisk anvendelsesområde:
Det er meget udbredt i strukturelle komponenter på grund af dets gode mekaniske styrke og stivhed.På grund af sin gode slidstyrke bruges den også til fremstilling af lejer.

3.PA12 polyamid 12 eller nylon 12-BrugerdefineredeA12Dele
Typisk anvendelsesområde:
Vandmålere og andet kommercielt udstyr, kabelmuffer, mekaniske knaster, glidemekanismer og lejer mv.

4.PA66 polyamid 66 eller nylon 66-BrugerdefineredePA66Dele
Typisk anvendelsesområde:
Sammenlignet med PA6 er PA66 mere udbredt i bilindustrien, instrumenthuse og andre produkter, der kræver slagfasthed og høje styrkekrav.

5.PBT polybutylenterephthalat-BrugerdefineredePBTDele
Typisk anvendelsesområde:
Husholdningsapparater (blade til fødevareforarbejdning, støvsugerkomponenter, elektriske ventilatorer, hårtørrerhuse, kafferedskaber osv.), elektriske komponenter (afbrydere, motorhuse, sikringsbokse, computertastaturtaster osv.), bilindustrien (radiatorgitre, osv.), karrosseripaneler, hjulkapsler, dør- og vindueskomponenter osv.).

6.PC polycarbonat-BrugerdefineredePC dele
Typisk anvendelsesområde:
Elektrisk og forretningsmæssigt udstyr (computerkomponenter, stik osv.), apparater (fødevareprocessorer, køleskabsskuffer osv.), transportindustrien (for- og baglygter til køretøjer, instrumentbrætter osv.).

7. PC/ABS polycarbonat og acrylonitril-butadien-styren copolymerer og blandinger-BrugerdefineredePC/ABSDele
Typisk anvendelsesområde:
Computer- og erhvervsmaskinekabinetter, elektrisk udstyr, plæne- og havemaskiner, bildele (dashboards, interiør og hjulkapsler).

8. Blanding af PC/PBT polycarbonat og polybutylenterephthalat-BrugerdefineredePC/PBTDele
Typisk anvendelsesområde:
Gearkasser, kofangere til biler og produkter, der kræver kemisk og korrosionsbestandighed, termisk stabilitet, slagfasthed og geometrisk stabilitet.

9.PE-HD polyethylen med høj densitet-BrugerdefineredePE-HDDele
Typisk anvendelsesområde:
Køleskabsbeholdere, opbevaringsbeholdere, køkkenudstyr til husholdninger, forseglingslåg mv.

10PE-LD lavdensitet polyethylen-BrugerdefineredePE-LDDele
Typisk anvendelsesområde:
Skåle, skabe, rørkoblinger

11.PEI polyether-BrugerdefineredePEI Dele
Typisk anvendelsesområde:
Bilindustrien (motordele såsom temperatursensorer, brændstof- og lufthåndteringsapparater osv.), elektrisk og elektronisk udstyr (elektriske stik, printkort, chiphuse, eksplosionssikre kasser osv.), produktemballage, flyinteriørudstyr, farmaceutisk industri (kirurgiske instrumenter), værktøjshuse, ikke-implanterbare enheder).

12.PET polyethylenterephthalat-BrugerdefineredePET dele
Typisk anvendelsesområde:
Bilindustrien (strukturelle komponenter såsom spejlbokse, elektriske komponenter såsom forlygtespejle osv.), elektriske komponenter (motorhuse, elektriske stik, relæer, kontakter, interne komponenter i mikrobølgeovne osv.).Industrielle applikationer (pumpehuse, håndinstrumenter osv.).

13.PETG Glykolmodificeret-polyethylenterephthalat-BrugerdefineredePETGDele
Typisk anvendelsesområde:
Medicinsk udstyr (reagensglas, reagensflasker osv.), legetøj, monitorer, lyskildebetræk, beskyttelsesmasker, køleskabsfriske bakker osv.

14.PMMA polymethylmethacrylat--BrugerdefineredePMMADele
Typisk anvendelsesområde:
Bilindustrien (signaludstyr, instrumentpaneler osv.), medicinalindustrien (blodbeholdere osv.), industrielle applikationer (videodiske, lysdiffusorer), forbrugsvarer (drikkekopper, papirvarer osv.).

15.POM polyoxymethylen--BrugerdefineredePOMDele
Typisk anvendelsesområde:
POM har en meget lav friktionskoefficient og god geometrisk stabilitet, specielt velegnet til fremstilling af gear og lejer.Da det også har høje temperaturbestandighedsegenskaber, bruges det også i VVS-enheder (rørledningsventiler, pumpehuse), græsplæneudstyr osv.

16.PP polypropylen---BrugerdefineredePP Dele
Typisk anvendelsesområde:
Bilindustrien (hovedsageligt bruger PP med metaladditiver: fendere, ventilationsrør, ventilatorer osv.), apparater (opvaskemaskinedøre, tørretumblere ventilationsrør, vaskemaskinerammer og dæksler, køleskabsdøre osv.), daglige forbrugsvarer (plæne) og haveudstyr såsom plæneklippere og sprinklere osv.).

17.PPE polypropylen-BrugerdefineredePPE dele
Typisk anvendelsesområde:
Husholdningsartikler (opvaskemaskiner, vaskemaskiner osv.), elektrisk udstyr som controllerhuse, fiberoptiske stik mv.

18.PS polystyren-BrugerdefineredePS Dele
Typisk anvendelsesområde:
Produktemballage, husholdningsartikler (service, bakker osv.), elektriske (gennemsigtige beholdere, lyskildediffusorer, isoleringsfilm osv.).

19.PVC (polyvinylchlorid)-BrugerdefineredePVC dele
Typisk anvendelsesområde:
Vandforsyningsrør, husholdningsrør, husvægpaneler, kommercielle maskinhuse, elektronisk produktemballage, medicinsk udstyr, fødevareemballage mv.

20.SA styren-acrylonitril copolymer-Brugerdefinerede SA dele
Typisk anvendelsesområde:
Elektrisk (stikkontakter, huse osv.), daglige råvarer (køkkenapparater, køleskabe, tv-baser, kassettebokse osv.), bilindustrien (lygtekasser, reflekser, instrumentpaneler osv.), husholdningsartikler (service, madvarer) knive osv.) osv.), kosmetisk emballage osv.
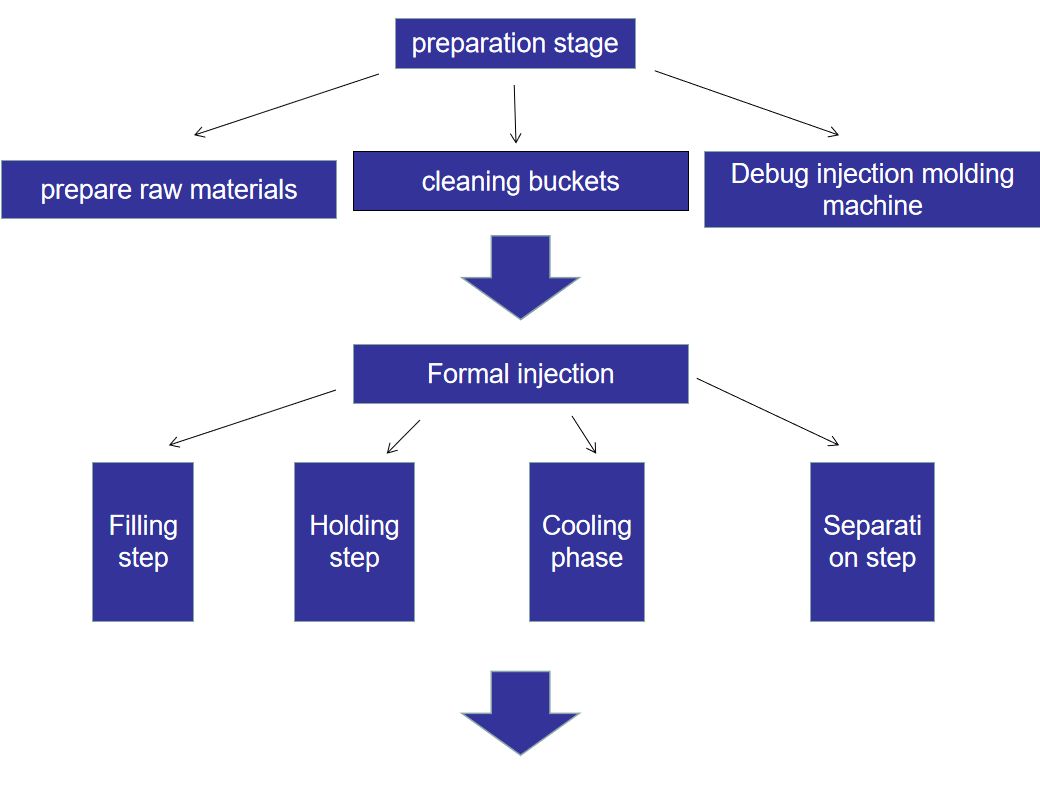
Processen med sprøjtestøbning
1. Forberedelse af råmateriale:
1. Vi vil vælge de mest egnede plastråvarer i henhold til kundernes krav (vores råvarer er grundlæggende importeret, og mærkerne er Lotte fra Korea, Chi Mei fra Taiwan osv.)


2. Vælg toner (vores toner kommer fra vores lokale leverandør, prisen er rigtig og kvaliteten er god)
3. Rengøring af tønden (det tager 3 timer)
4. Kom råvarerne og toneren i bøtten og rør rundt.
2. Fejlretning af udstyr
1.Vælg den bedst egnede sprøjtestøbemaskine, og vælg den bedst egnede sprøjtestøbemaskine i henhold til støbeformens størrelse og krav
2.. Ingeniøren satte formen ind i sprøjtestøbemaskinen med en kædeslynge og begyndte at fejlsøge sprøjtestøbemaskinen.(Denne proces vil tage flere timer)
3. Formel sprøjtestøbning
Sprøjtestøbeprocessen består hovedsageligt af seks trin, såsom formlukning - fyldning - holdetryk - afkøling - formåbning - formfrigivelse.Disse seks trin bestemmer direkte støbekvaliteten af produktet, som er en komplet kontinuerlig proces.
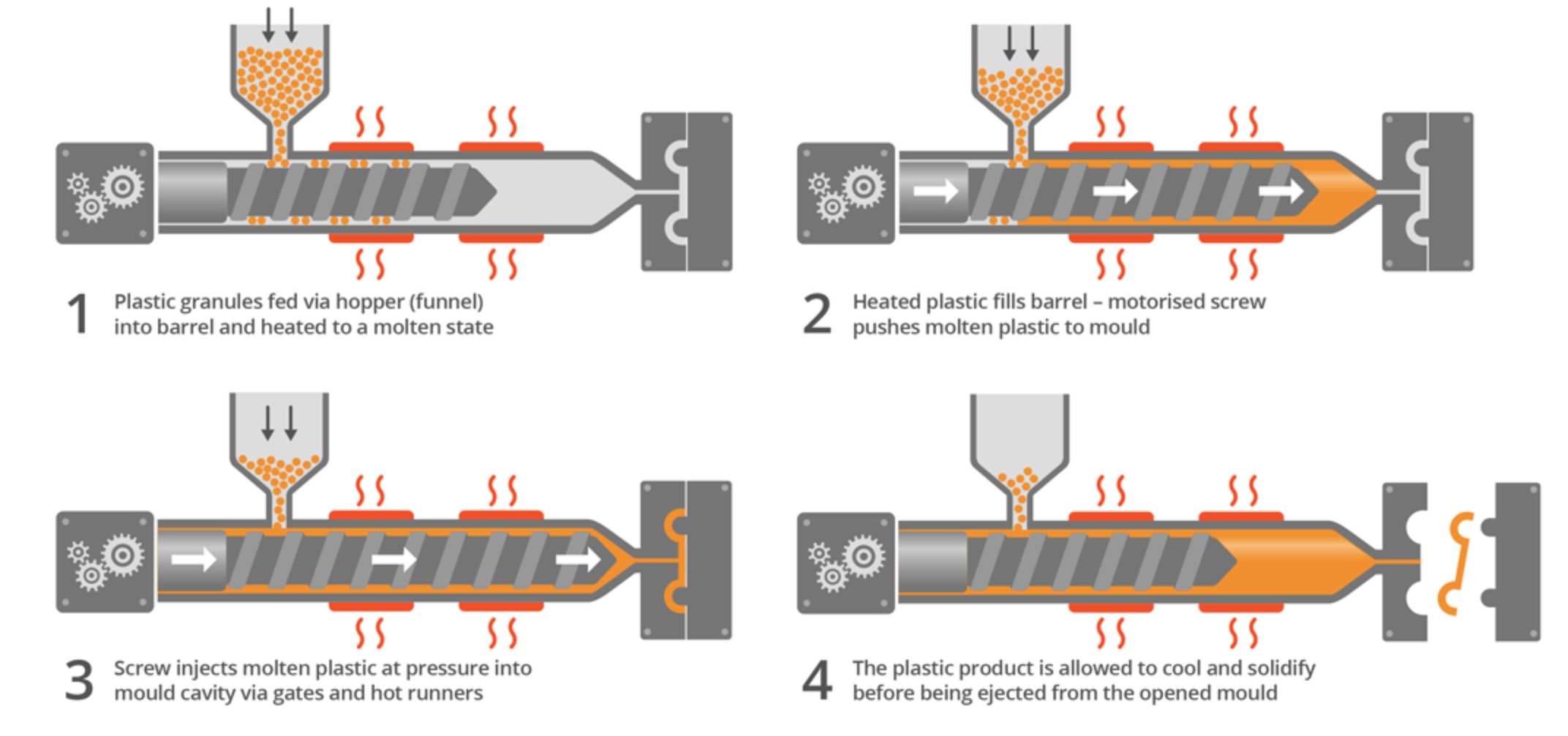
1.Fyldningstrin: Fyldningstrin er det første trin i hele injektionscyklussen, som starter fra lukning af støbeformen til når støbeformens hulrum er omkring 95 % fyldt.Teoretisk set, jo kortere påfyldningstiden er, jo højere er støbeeffektiviteten;i den faktiske produktion afhænger støbetiden (eller sprøjtehastigheden) dog af mange forhold.
2. Holdetrin: Holdetrinnet er den kontinuerlige påføring af tryk for at komprimere smelten og øge densiteten af plasten (fortætning) for at kompensere for plastens krympningsegenskaber.Under holdetryksprocessen er modtrykket højt, fordi formhulrummet allerede er fyldt med plast.Under holdetrykkomprimeringsprocessen kan sprøjtestøbemaskinens skrue kun bevæge sig langsomt og lidt fremad, og plastikstrømningshastigheden er også langsom, hvilket kaldes holdetrykstrøm.I takt med at plasten afkøles og hærder mod formvæggene, stiger smeltens viskositet hurtigt, så modstanden i formhulrummet er høj.I de senere stadier af holdetrykket fortsætter materialets tæthed med at stige, og den støbte del dannes gradvist.Holdetrykfasen skal fortsætte, indtil porten er hærdet og forseglet.
3. Kølefase: Udformningen af kølesystemet er meget vigtig.Dette skyldes, at den bøjede plastdel kun kan køles og hærdes til en vis hårdhed for at undgå deformation af plastdelen på grund af ydre kræfter efter adskillelse.Da køletiden udgør omkring 70% ~ 80% af hele støbecyklussen, kan et veldesignet kølesystem i høj grad reducere støbetiden, forbedre produktiviteten af sprøjtestøbning og reducere omkostningerne.Et dårligt designet kølesystem vil øge støbetid og -omkostninger;ujævn afkøling vil yderligere føre til vridning og deformation af plastprodukter.
4. Adskillelsestrin: Adskillelse er det sidste trin i sprøjtestøbningscyklussen.Selvom produktet er blevet koldstøbt, har adskillelse stadig en meget væsentlig indflydelse på produktets kvalitet.Forkert afgratning kan føre til ujævne kræfter ved afgratning af produktet, hvilket resulterer i deformation og andre defekter, når produktet skubbes ud.Der er to hovedtyper af afgratning: topstangafgratning og pladefjernelse afgratning.Når vi designer formen, skal vi vælge den korrekte afgratningsmetode i henhold til produktets strukturelle egenskaber for at sikre produktets kvalitet.
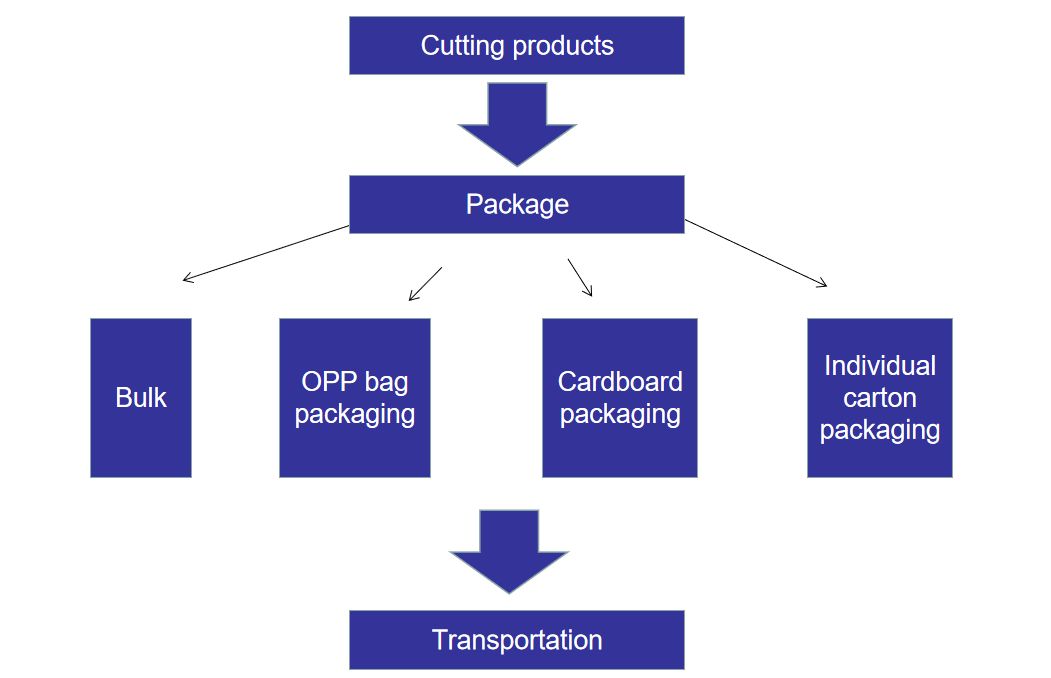
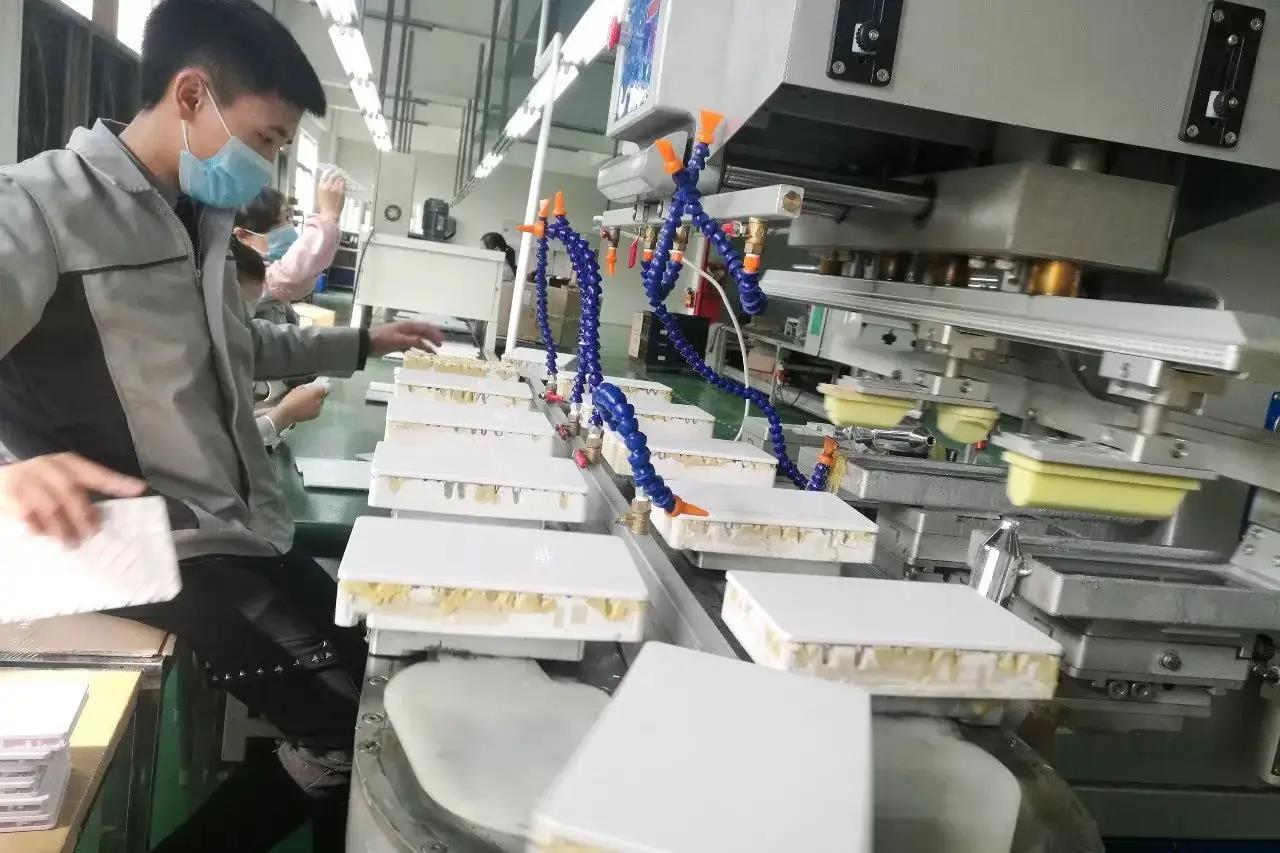
4.Skæring af produkter
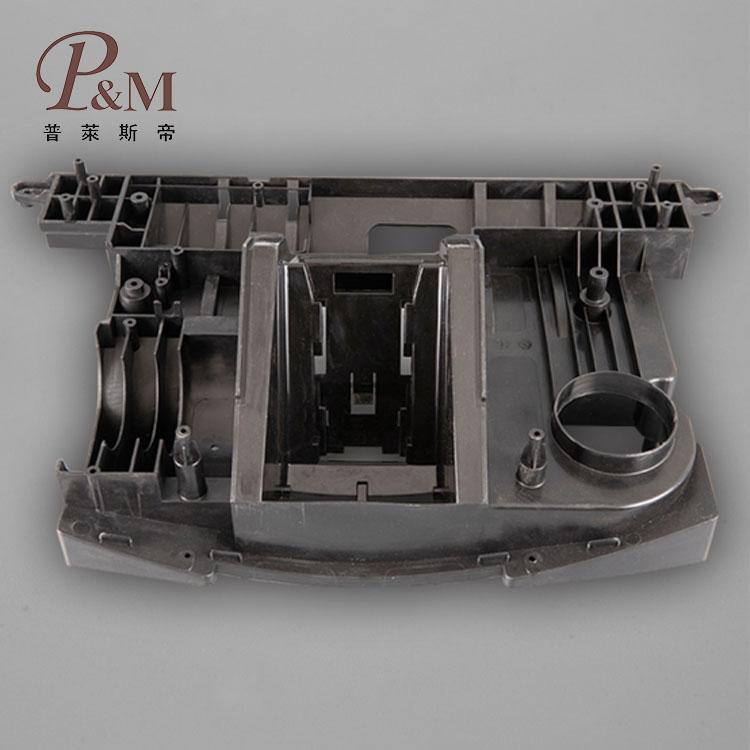
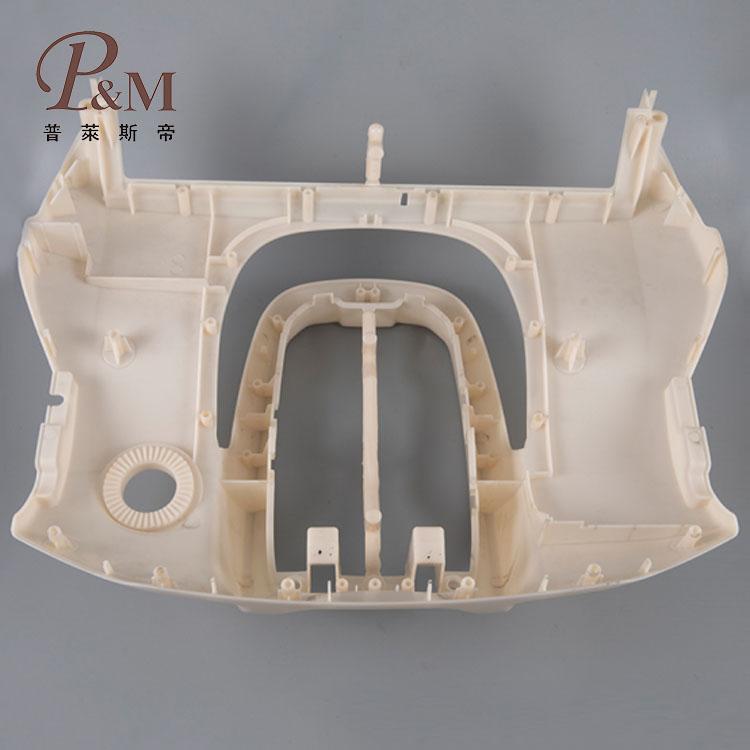
1. Skær produktet på maskine, (produktet er produceret med materialehovedet, hvilket kræver at maskinen skærer. Vi har to slags maskiner, den ene er en halvautomatisk maskine, som kræver manuel skæring, og et vist gebyr er kræves. Arbejdsomkostninger. Den anden er en fuldautomatisk maskine, som udføres af en robotarm) (billede af det netop fremstillede produkt)

2. Pak det færdige produkt i en karton og transporter det til fabrikslageret til emballering.
5.Emballage (vi pakker efter kundernes behov)
1. Bulk: Vi pakker i henhold til produktets egenskaber.Hvis produktet kan stables, pakker vi det ved stablen.Vores formål er at gøre emballagestørrelsen så lille som muligt, for at reducere kundens forsendelsesomkostninger.
2. Individuelt pakket: Individuelt pakket i OPP-pose, med papemballage og individuelt pakket i karton.
1.OPP-poseemballage: Det er at bruge en almindelig OPP-pose til at overføre produktet.Hvis mængden er lille, vil vi bruge manuel individuel emballage, hvis mængden er stor, vil vi bruge maskinemballage.
2. Kartonemballage: Et bestrøget papir bruges til at fastklemme produktets emballage, og nogle gange laves det til en blisterpakning med en blisteræske.
3.Individuel kartonemballage: Tilpasset karton pakker produktet individuelt, og den effekt, som kunderne ønsker, kan udskrives på kartonen.
(Tiden for enkel individuel emballage er generelt omkring 7-9 dage, hvis den komplekse individuelle emballage har brug for den faktiske situation)
3. Transportservice(Vi vælger den bedste forsendelsesmetode for kunder i henhold til deres krav)

1. Lufttransport
Luftfragt kan generelt vælge FedEx, UPS, DHL, Sagawa Express, TNT og anden eksprestransport.
Fristen er generelt omkring 5-8 hverdage
2.Søtransport
(1) DDP: DDP til søs er dør til dør, skat er allerede inkluderet, og tidsfristen forventes at ankomme om cirka 20-35 arbejdsdage
(2) CIF: Vi arrangerer transporten af varerne til den af kunden udpegede destinationshavn, og kunden skal fuldføre toldbehandlingen efter ankomsten til destinationshavnen.
(3) FOB: Vi transporterer varerne til udpegede havne i Kina og arrangerer toldangivelsesbehandling for varerne.Resten af processen kræver kundens udpegede fragtforsendelsesordninger.
(4) Handelsbetingelser kan vælges i henhold til dine krav
3.landtransport
Landtransport er at arrangere lastbiltransport til kunder.De lande, der generelt bruger denne transportmetode er: Vietnam, Thailand, Rusland osv. Tidsgrænsen er generelt omkring 15-25 dage til at ankomme, inklusive moms
4. Jernbanetransport
Jernbanetransport bruges hovedsageligt i europæiske lande, og tidsfristen er omkring 45-60 dage, inklusive skatter.

Vi vil give dig den mest ekstreme og perfekte service!
Samtidig med at holde sig til begrebet langsigtet samarbejde, er vi villige til at give dig den laveste pris under samme kvalitet!
Håber at ledsage din virksomhed til fremskridt og udvikling sammen, blive din sande partner og ven og opnå en win-win situation!Velkommen til forespørgsel :)